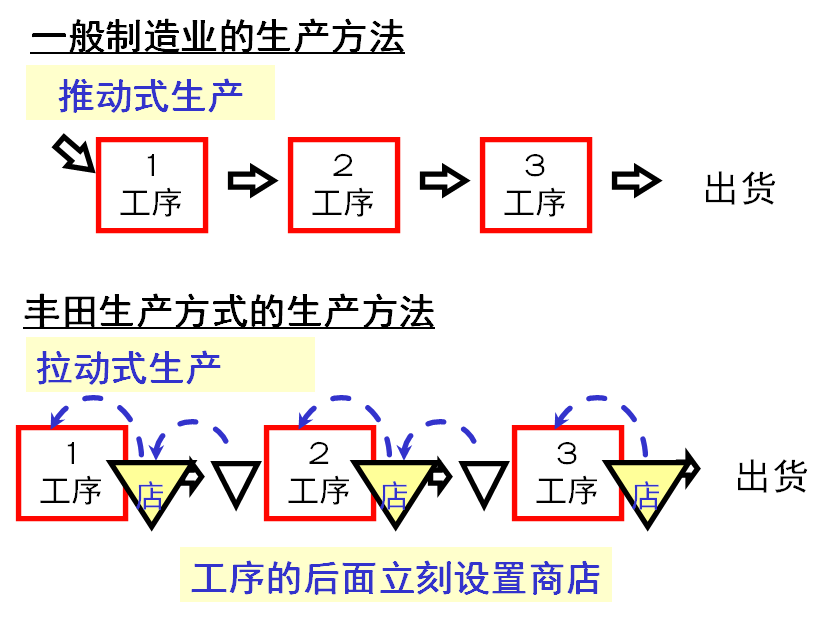
����ʽ���a���Ƅ�ʽ���a�ą^�e
����1��ʲô�ǿ��巽ʽ
���ۣ������ÿ����M�����a�ĸ�Ҫ
���ۣ��ݿ����ʹ��Ҏ�t
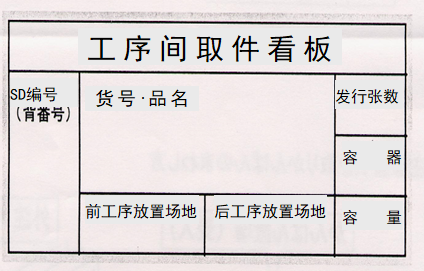
�كH�ڿ������ߺ���������ŵ�ǰ����ȥȡ����
��ǰ����ȡ�¿���ĮaƷ�H����ȡ�µĔ����ͱ�ȡ�µ�������a������
�ۛ]�п���ĕr�����������a�������\���
�ܿ����횸��ڌ��������
��ʹ�õ�һ�������ĕr�������俴����뿴�������
�ްl��ȱ���r������ÿ���aһ��������һ��������f���
���ۣ��ݿ��������
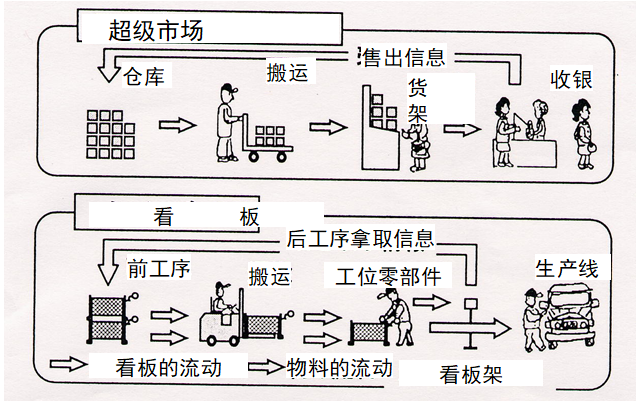
���������a�����\��ָʾ��Ϣ
���������ϬF�����H���a�M�ȵ��Ԅ����aָʾ��Ϣ�����ݞ顰�Εr���a�����\�����ٔ����ĺηN��Ʒ����
��������ֹ�����a�^�������͡����\�^������
����������������ں��m�Ĕ��������Ȼ�܉����a�����Ͱ��\���������ں��m�Ĕ���������
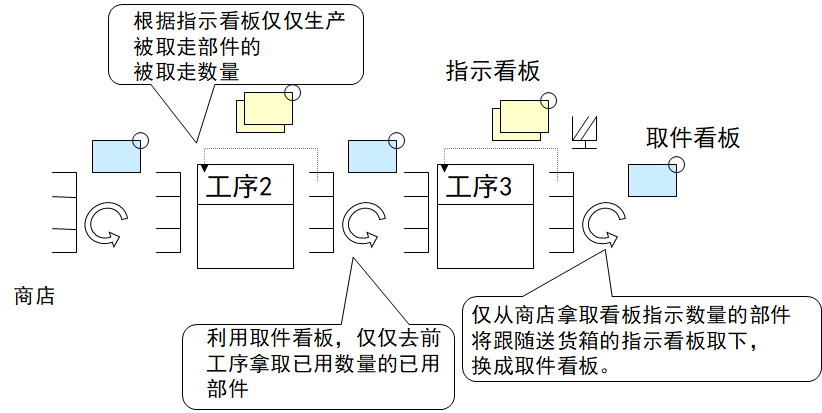
���������_���a������
���������տ���ȡ�ߵ�����M�����aָʾ���ɡ�
���������ձ���������a������������Ď���r�����������ˆT���ú��m�̶�������������I�M�ȣ�����ľo���̶ȡ�
�����������}�c���滯�Ĺ���
�����g�Ď��Խ�����������}Խ���ױ�¶�������
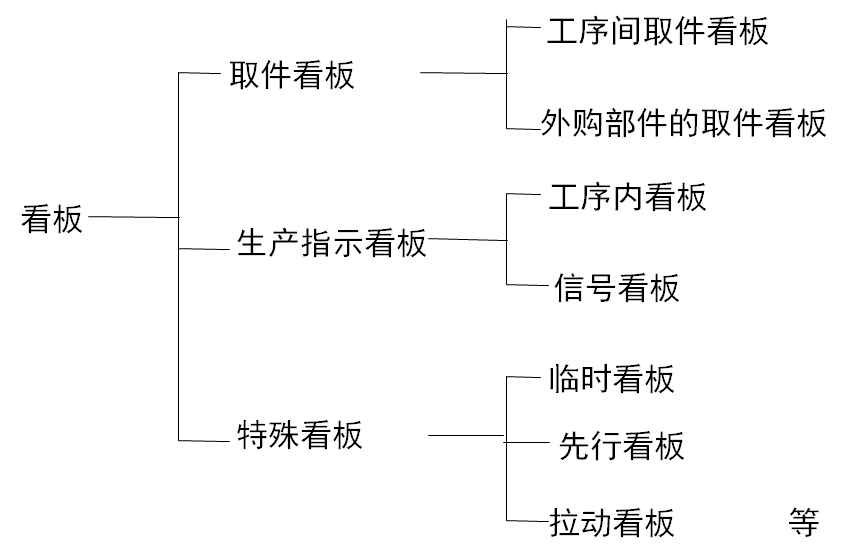
���ۣ��ݿ���ķN�
������ȡ������
�ٹ����g��ȡ������
���������ȡ������
��؛����ѭ�h
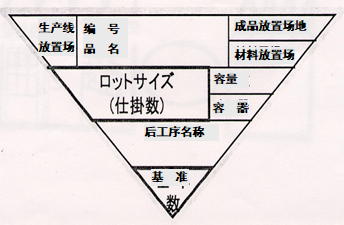
���������aָʾ����
�ٹ���ȿ���
����̖����
��̖��������D����
��̖����Ļ��ʔ�������Ҏ��
���ۣ���ʹ�ÿ����ǰ����ƽ�ʻ�
�͑�����ƽ�ʻ�ˮƽ�IJ���µĆ��}
������������ӆ�Ξ���A�ƶ�����˾��ƽ�ʻ�Ӌ��
������(�����¶Ȍ��Fƽ�ʻ�������߰����ܶȌ��Fƽ�ʻ���
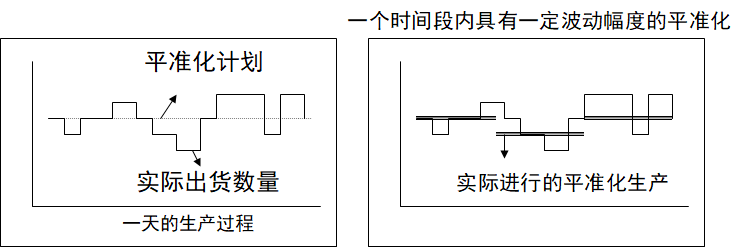
����������ƽ�ʻ�Ӌ������A���������������
�������������� ・ÿ���Ӌ�����a��������・����ď���
・���ĕr�g�c�T���˔�����・���Ļ���
��������ͨ�^�aƷ��������ƽ�ʻ���Ӌ���͌��H���a�IJ��
�����H���a�IJ�M���
�������������Ը������a��׃���{�����a�����Dz���׃���^�ࡣ
�����������Fƽ�ʻ����a�Ĺ���
�������a���͕r�g���M�ȿ����M�Йz���ƽ�ʻ�������
���ۣ��ݿ������D�����Ĺ���
�������又�����������
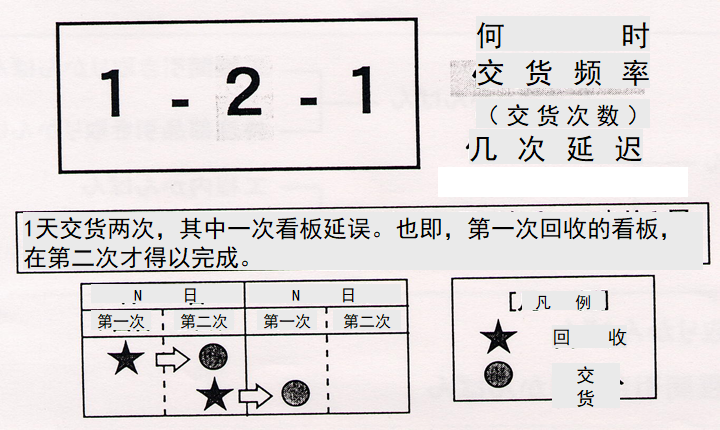
��؛����ѭ�h���ᣭ�⣭�㣩
����������ս�؛���Խ�؛�Ք����λ��
����⣺�֎״ν�؛��ÿ�콻؛�ĴΔ���
�㣺�ڎ״ν�؛�����tϵ�����^�����ڕr�g��)
�����������aˮƽ��׃�ӌ���������D�����M�й������
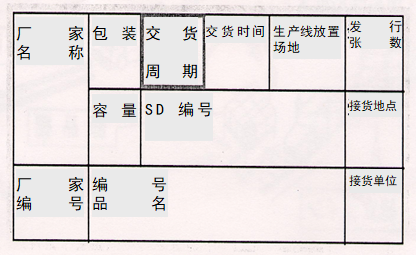
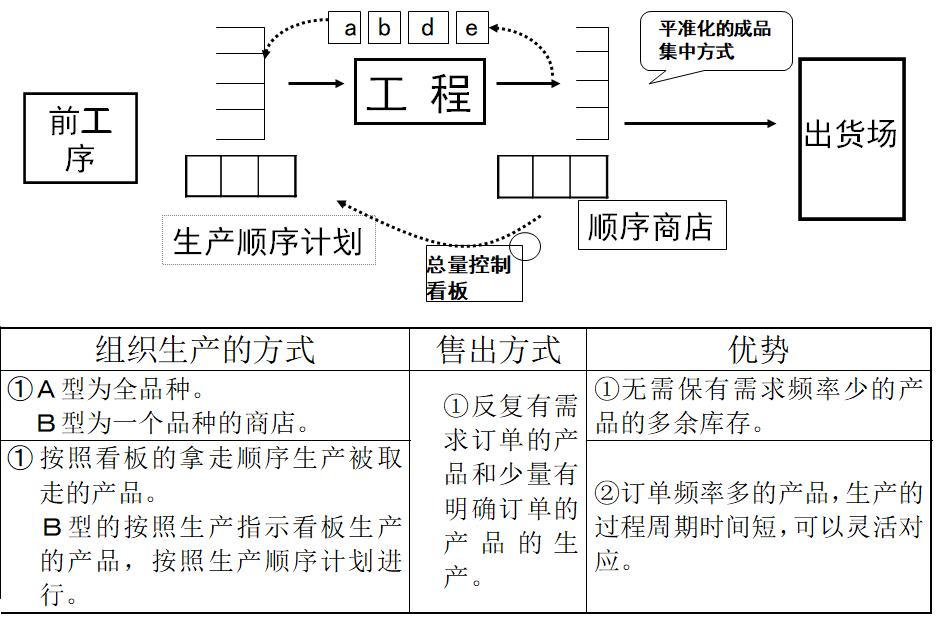
���ۣ��ݰ��ծaƷ���۳���ʽ�M�����a��3�N��ʽ
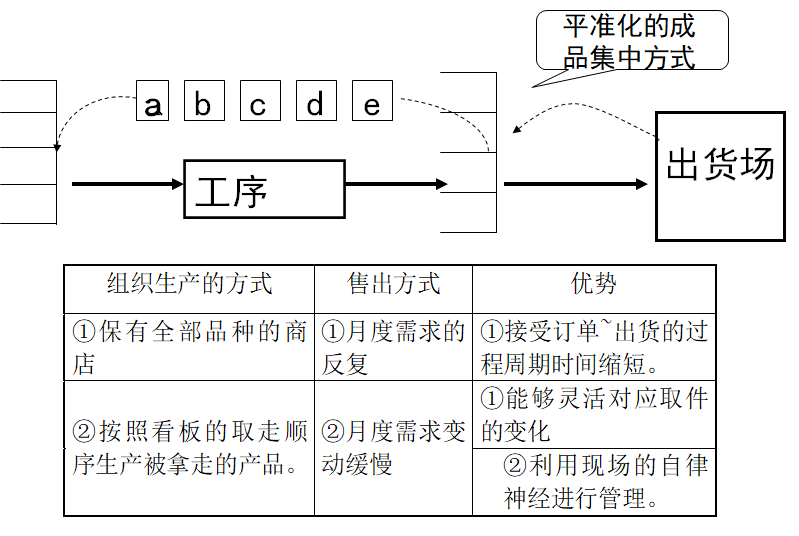
1������・・・���a�����a
2�����͡���������a
3)���͡������a������Ļ�����a
���� 9 �ݿ�������D��ʽ���H��������
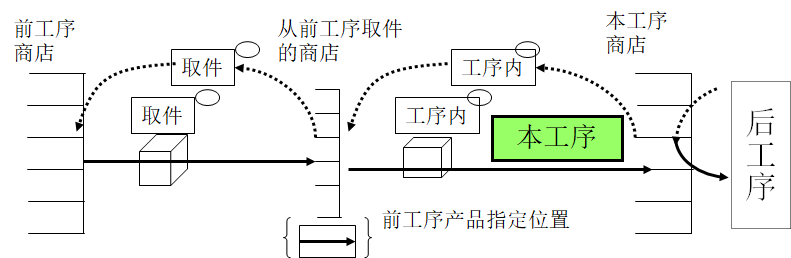
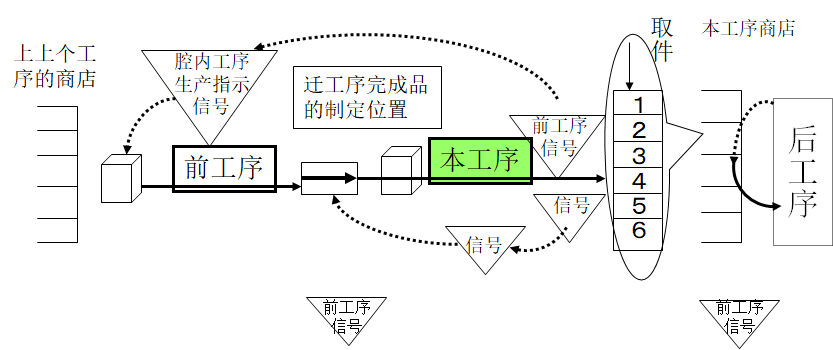
��1������ȿ���
1������������ȡ�ߺ���ȡ�¿�������ӹ�ǰ����ĮaƷ������������Ͽ�������Լ�������̵��������
2��ԭ�t�Ǐ�ǰ����ȡ���r��Ҫ��ȡ������ı�����ǰ��Ĺ�����ȡ������
��һ�������������ȵĿ���ͬ�r������ǰ����ȡ���õ���r�^�ࡣ
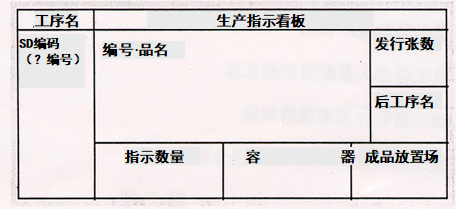
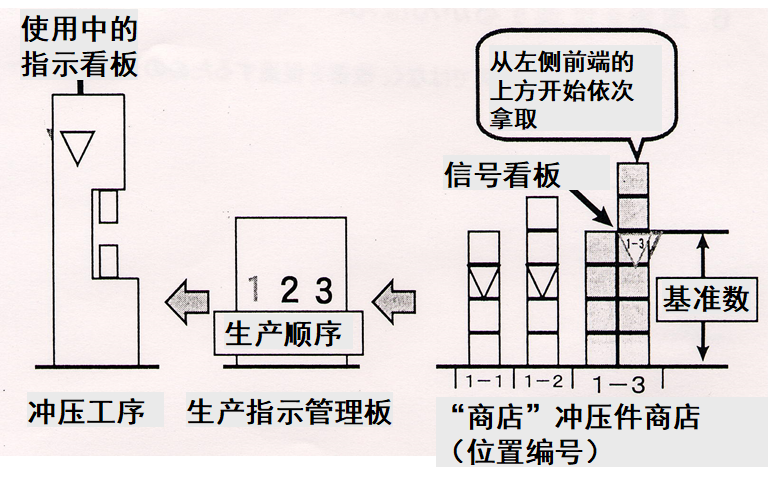
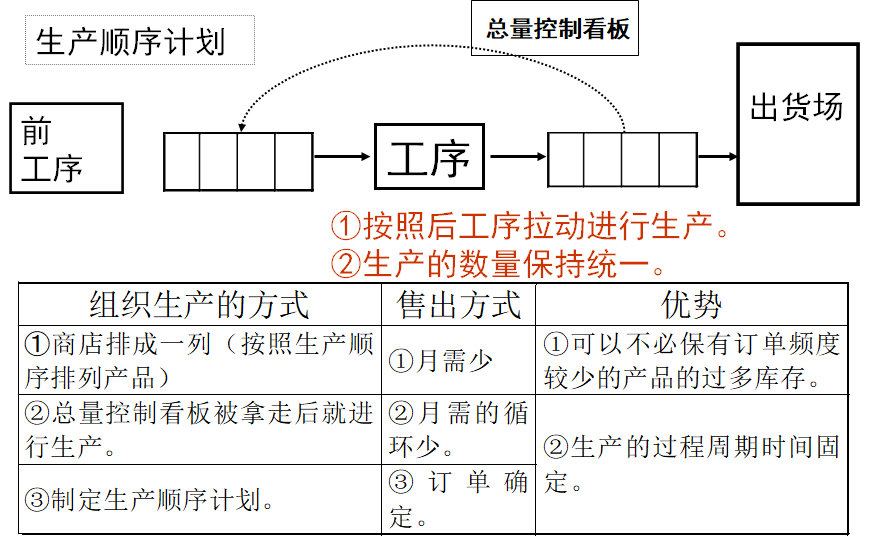
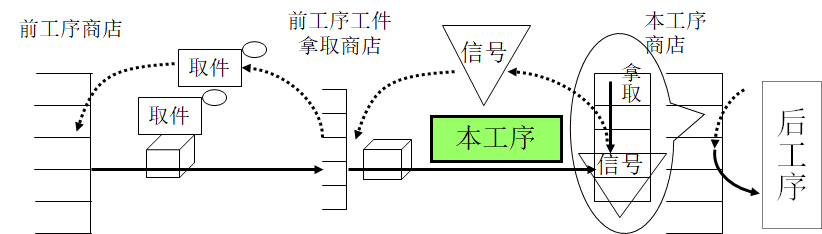
��2����̖����
1����������ȡ����̖����ı�����һ��һ��ȡ�ߎ�����̖�����һ�乤���r������̖����ȡ�����鱾��������aָʾ����������
2��������̖�����@ʾ�Ĕ������һ��һ��؏�ǰ�����̵��мӹ�1����������IJ��������ӹ�����뱾������̵�������
1��������ɺ���̖������ڱ�������ʔ�Ŀ��λ���ϡ�
��3��ͨ�^����ȵĿ���ָʾ���a����
1���aƷ���߹����Ա�����ȡ�ߺ���������������γɔR�܃ȣ���������Ӌ���ӹ�������Ŀ���_�����Ӿ����t�����r�������l�����aָʾ���
2��ÿ�ӹ��ꮅһ�����������Ϲ���ȿ�����뱾�����̵ꡣ
3����ǰ������ȡ�㲿�����߰��Ʒ�r������ÿ��һ������
��4�������������������a��ʽ
1������ı�������ȡ���С�ǰ������̖���ĮaƷ�r���������@����ǰ������̖����������ǰ��������aָʾ���������l�oǰ��������
2���ψD���������ı������̵�ȡ�������2����ǰ����l�����aָʾ��̖����5������l�����aָʾ��̖��֮�g�ĕr�g������ǰ�������a1�����Δ������^�����ڕr�g��
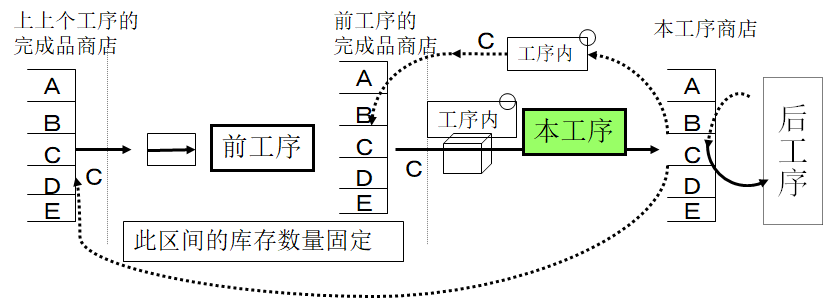
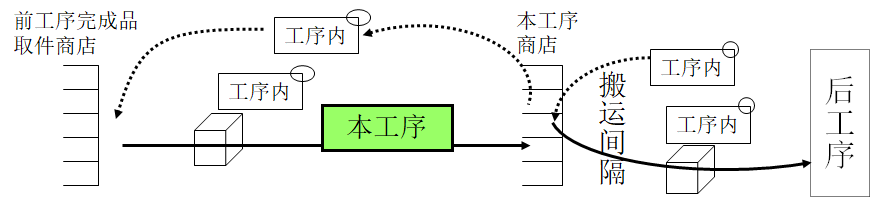
��5��ˮ܇���A�_��ʽ
1������Ҫ�ı���������C����������M�мӹ��r������Ҫ�����ς���������Ʒ�̵����ó�C����������ǰһ�������ָ��λ���У�Ȼ���ُ�ǰ������̵���ȡ��C�M�мӹ�������뱾������̵���ȥ���
2��ǰ�����еĎ�攵���鶨�����
3��ǰ����鱣�C���a���M�з������a�Ĺ��������̎���ȡ�
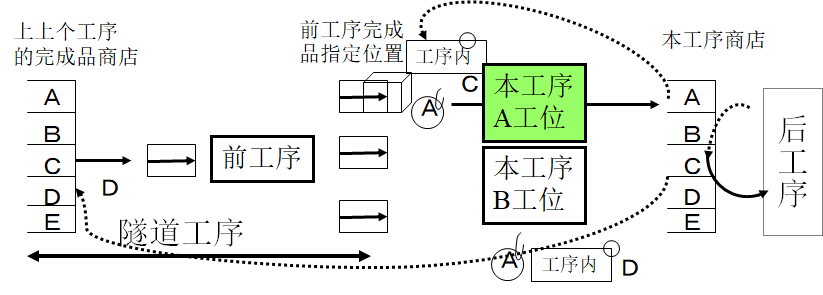
��6������ʽ
1��������A��λ����ǰ����A��λָ��λ�îaƷC�M�мӹ��r����������һ��Ҫ�ӹ���D��������ς��������Ʒ�̵���ȡ�����ƷD����Ͷ�ŵ�ǰ����
2��ǰ����D�ӹ�������������A��λ��ָ��λ��������
3�����ý��Qͨ��Ʊָ��λ�îaƷ�Ĺ�λָ������������Ƶȡ�
4��ǰ����鱣�C���a���M�з������a�Ĺ��������̎����������
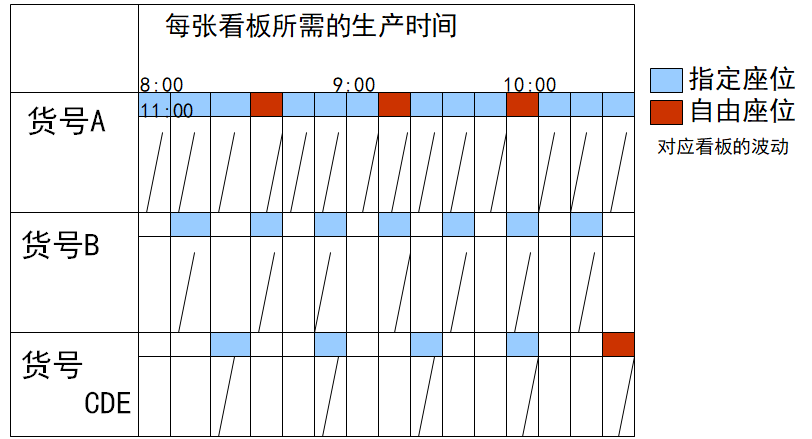
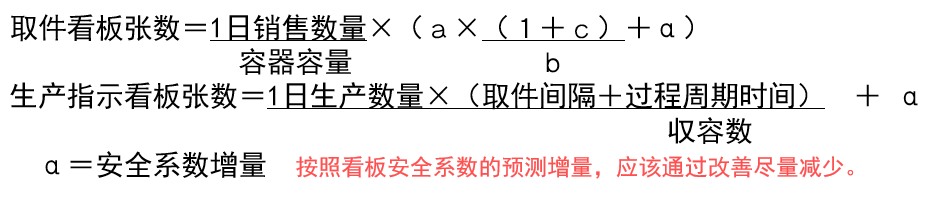
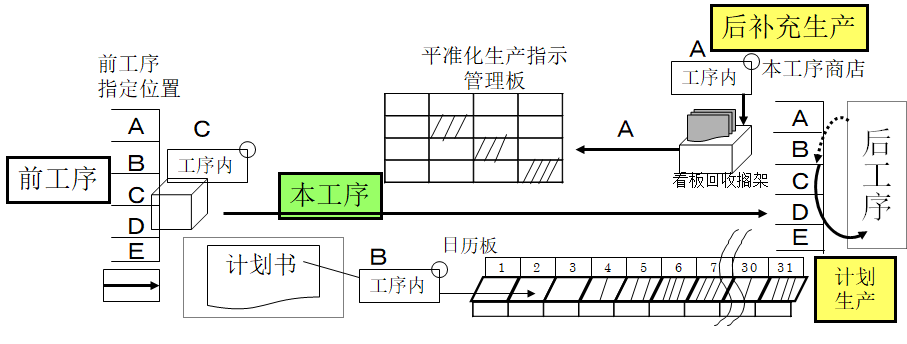
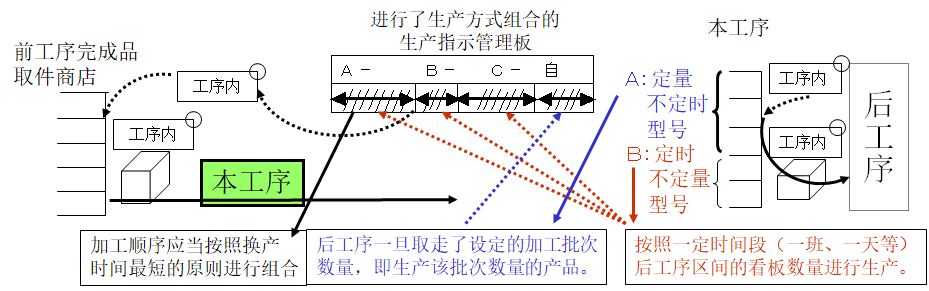
��7�����a�����a��Ӌ�����a���ָʾ
1�����ڌ���Ӌ�����a�ĮaƷ����������؛�ڴ_���ӹ����ڣ���������̖�͔�������Ӌ��һ�µ�B���������������՚v�������
2�����aָʾ��������Ҫ����Ӌ�����a��ָ̖���������λ�á�
3�����к��a�����a����̖���������A������պ������ռ�����
4��Ӌ�����a��̖�ͺ��a�����a��̖���������aָʾ�������M��ƽ�ʻ�֮�l�����aָʾ����
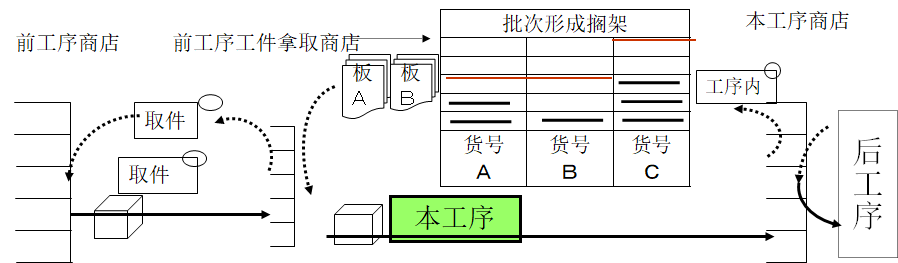
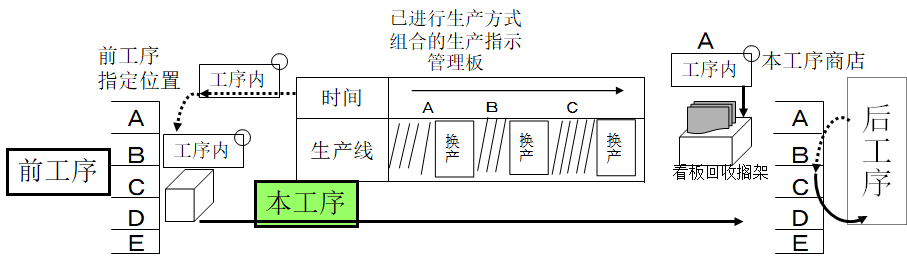
��8���M�����a
1���Q�a�r�g�L�������o�����F�������a
�Q�a�r�g�L�������ӹ�����Ҫ����������̖��
2�����a��ʽ�M�ϕr���Ҫ�M���M�ϳɓQ�a�r�g�̵����aģʽ��
3��������1�յ����a��ʽ�M�ϵ���r��
�ٸ���ÿ����̖��1����Ҫ��������1�씵���ļӹ���Ҫ�r�g�͓Q�a�r�g�����M�ϳɓQ�a�r�g��̵�ģʽ������������a��ʽ�M��
������1������aָʾ��������������ʾ���σ���������
�ی������γɵ����a��ʽ�M��ȡ�µĿ��壬�������a��ʽ�M�ϰl�ͳ�ȥ���
��9������̖���üӹ���
1���]�ГQ�a���Q�a�r�g��0�������a������ԡ�ȡ��һ���ӹ�һ�����ķ�ʽ���������C������С��
2���ɴˣ�������Ĺ���ȿ������ͨ�^�����ȡ���g���Լ�ԓ��̖�Ĺ��ĕr�g�㶨���D������
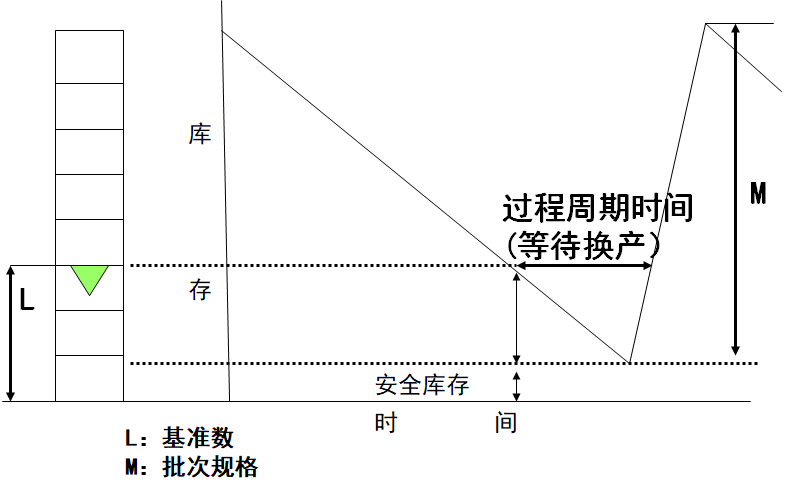
��10����������ʽ�����r�����������������r��
1���m���ړQ�a�r�g�L���������̖����������a��������
2���O��һ��ēQ�a�Δ����ÿ�ΓQ�a�܉����aһ����̖һ���Ҫ��������������ԓ�����O�������̖������Ҏ��
3��1���Ҫ���������̖=���r�����������a
1���Ҫ�����ٵ���̖=���������r�����a