 |
4000156919 |
|
4000156919 |
��Դ�����`�Bܛ�� ���ߣ��M�N��ܛ�� �l����2019/12/9 �g�[�Δ���4164
PP��ˇ·��
�C��:��ˇ·��
�S�o��ˇ·��
�C������ˇ·���ľS�o
���ɹ�ˇ·��
����
����һ�����չ���
�������
�z�鹤ˇ·��
���ĺ̈́h��һ����ˇ·��
���vʷӛ䛵ĸ���(���̸��Ĺ���)
��ӡ
���ϽM��
���a�YԴ/����
�z�����
�|�l�c
��ˇ·����Ӌ��
�������ĺ�ʹ��̎���
���ù�ˇ·��
������ˇ·��
�@���������������aӋ���Ϳ���ϵ�y�еĻ������ܺ�ˇ·����͵�һ�[�Լ���ˇ·�������Ӻ�SAPR/3ϵ�y�е��������ּ��ɵġ�
|
|
ʲô�ǹ�ˇ·��? ��ˇ·����� ��SAPϵ�y�й�ˇ·���ļ��� �����΄������͵Ĺ�ˇ·�� |
��ˇ·�������a�^�̵�һ���������֡���ָ���ˏ�ԭ���ϵ���Ʒ���aÿ�������ÿ����������ˇ·�������Ј���ÿ�������Ĺ������ĵ���Ϣ���Լ��P�����a����Ҫ�Ĺ��ߺ��YԴ�����a�YԴ/���ߣ�����Ϣ��
��ˇ·��Ҳ����ÿ��������е�Ӌ���r�g���˜�ֵ�����@���˜�ֵ����ǰ��Ӌ�������a�ɱ�������Ӌ���Ļ��A��
����������ӛ䛡����φκ������ģ���ˇ·�����J����������������������ӆ����������
���е���ˇ·�������ǹ�ˇ·���е�����Ҫ��Ԫ�أ�
������
�����ϽM��
�����a�YԴ/����
���z�����
��SAPϵ�y�У���ˇ·������
�������aӆ����
����Ӌ���{����
��������Ӌ����
�����ɱ�������
���aӆ��������ӆ�Σ�ͬ�S�o����ӆ�Ρ��z�ӆ�κ;W�jһ�ӡ������aӆ����ʹ�õĹ�ˇ·���Ĺ���ָ������ӆ������еļӹ����E��
Ӌ���{��
Ӌ���{�ȸ�����ˇ·��Ӌ����й�������ڡ���������Еr�g�ֳ����¹���Σ�
���ʂ�
���ӹ�
����ж
���ˈ��Еr�g�����ƹ�ˇ·��Ӌ���r߀Ҫ���]���Еr�g��
����ꠕr�g�����ڹ������ǰ�����ڹ��������ϵȴ��ĕr�g
���\ݔ�r�g,���������Ƅӵ���һ������������Ҫ�ĕr�g
���ȴ��r�g,���ڹ�����к������ڹ��������ϵȴ��ĕr�g
Ӌ���{���й�����Еr�g��Ӌ����ڹ�ˇ·���Ĺ����еĘ˜�ֵ�͔����Լ�����������Ĺ�ʽ��
�ЃɷN��͵�Ӌ����
����ǰ��Ӌ�����@�N��r�£�����Ӌ�������]���������������O���������ǟo�ġ�
������Ӌ�����@�N��r�£��ڼ��O�����������Ļ��A�Ͼ���Ӌ����
����Ӌ��
����Ӌ���_������й�ˇ·���Ĺ��������������ͬ���������ж��x�������������^��
ÿ����������������Ӌ����ڹ�ˇ·���Ĺ����еĘ˜�ֵ�͔����Լ�����������Ĺ�ʽ��
�ɱ�����
�ɱ�����_�������ڼӹ����a�r�l���ijɱ������ṩ����Ϣ�����������ݻ��A��
�����r�̓r�����
������
���ɱ�����
���@����������
��ˇ·���еĹ���ͨ�^�ɱ����ĺ��������оS�o�����I���ͬ�ɱ���Ӌϵ����������Ԟ郦���ڹ���Ĺ��������е����I���ݔ��˜�ֵ�����I��͛Q�������ӹ��㹤��˜�ֵ���aƷ�ɱ������ЃȲ����I�Ĺ������@Щ���I���Ӌ���ijɱ��ʞ���A��
R/3���aӋ����PP��ϵ�y�܅^�e���¹�ˇ·����ͣ�
����ˇ·��
�����չ���
�����~��ˇ·��
�����ն��~��ˇ·��
��ˇ·��
��ˇ·�����������a���ϱ���M�еļӹ����E������Ԟ�ÿһ�N�������Ɏׂ���ˇ·�������������T�粻ͬ������������ͬ����;�������a��������ԭ�ͣ���
�����������l�����չ�ˇ·���еĹ����Ա�p��ݔ�뿂����
��SAPϵ�y�У��������κνM�������ϡ���ˇ·�����Sϵ�������@�N�߶ȵ��`�������S���M���T����һ����ˇ·�����������Q����������܇�������T�������a��
���չ���
��ͬ�ڹ�ˇ·�������չ�������o�ض������ϡ�
�څ��չ����У�����Զ��x���������a��ʹ�õ��Լ�����IJ�ͬ�Ĺ�ˇ·���д�ȡ�Ĺ������С�
���չ����ڹ�ˇ·������ӆ���п��Ա����Տ�����������ͨ�^���ջ���ƅ��չ���ˇ·���ЬF��Ĕ�����p�ل���һ����ˇ·������ĕr�g������
���~��ˇ·��
���~��ˇ·���ǻ������a�ʵĹ�ˇ·�������磬��������؏������죨REM����ʹ�ö��~��ˇ·�����ڹ�ˇ·���У������������ֲ�׃�����磬��������������ʹ�ؘ�ֵ���S�o�r�g���磬�ӹ��r�g����Ȼ�������~��ˇ·�������෴������������ϾS�o���a���������҅��Օr�g�S�ֲ�׃�����~��ˇ·������������һ���ĕr�g�����a�����ϔ�����
�ڶ��~��ˇ·���У��㶨�xһ���������С������a���������a�r�g��������λ������Ԟ�ÿ������_��һ�����a�ʡ����a�������a���������a�r�g���̴_������ˣ������ݔ�����a��������ÿ��εć�����
�����Ĺ��ܺͶ��~��ˇ·���ľS�o�����ڹ�ˇ·������ˣ��@���ֲ��ṩ�P�ڶ��~��ˇ·���S�o��Ԕ����Ϣ��
![]()
���乤��o���~��ˇ·���еĹ���Ĺ������đ����а������a�r�g���ʂ�r�g�Ͳ�ж�r�g�Ę˜�ֵ�a��
���ն��~��ˇ·��
�����ڶ��~��ˇ·���Ѕ��Յ��չ�ˇ·������������M����
�څ��ն��~��ˇ·���У��㶨�xһ���������С�����ڶ��~��ˇ·��������������a�����ͅ��Օr�g�_�������������a�ʡ�
���ն��~��ˇ·���Ĺ��ܺ;S�o�����څ��չ�����ˣ��@���ֲ����ṩ�P�څ��ն��~��ˇ·���S�o��Ԕ����Ϣ��
�Bͬ���Ϻ����φ�һ�𣬹�ˇ·����PP���aӋ���Ϳ��Ƶ�һ����Ҫ���֡�PPϵ�y��R/3ϵ�y��һ���M�ɲ��֡�R/3ϵ�y��SAP��˾�ļ��ɑ���ܛ�����������w��һ����˾����������ĘI���ܷ���������ϵ�y��������ͨ�^�����S�า�wijһ�ض��I���ܷ�����ģ�K���F�ġ�
PPϵ�y��ͬ���½M���Ľӿڣ� �����Ϲ���(MM) ���ɱ�����(CO) ������Ӌ���������_�l(PD) ����ģ�K���nj��r����ϵ�y���@��������������Д�����ֵ�������ṩ�oR/3ϵ�y�������Ñ�ʹ�á�
������R/3ϵ�y�У����S���ˇ·�������Y����ͬ�Č����@Щ������ ����ˇ·�� �����~��ˇ·�� �����չ��� ���z�Ӌ�� ���S�o�΄���� ���˜ʾW�j ��R/3ϵ�y��SAP�_���˸߶ȵļ��ɣ��OӋ���@Щ��������ͬ�Ļ����Y�����ܡ���������й�ͬ�ܣ�����ͨ���g�Z���˜��΄���Ρ����Q������������Խ����������΄���Ρ��@�ӵĿs����ʽ�� �D�@ʾ���@Щ�����һ�[���� ��ˇ·�����֮�g�^�e��������Ϣ����Ҋ��ˇ·�����.�@һ���֡� �C������ˇ·���ľS�o ���ɹ�ˇ·�� ���� ����һ�����չ��� ������� �z�鹤ˇ·�� ���ĺ̈́h��һ����ˇ·�� ���vʷӛ䛵ĸ���(���̸��Ĺ���) ��ӡ
��ˇ·���еĹ��S������ �M ��ˇ·���еĽY���Ͷ�λ �O��:��Ҫ���ֶ��x��
��ˇ·��������oһ���ڹ�ˇ·���ı��^�ж��x���ض��Ĺ��S��Ȼ�������Ҫ����һ�����S�\��һ����ׂ������Ԓ����Ҳ���Է��乤ˇ·���еĆ�����oһ����ͬ�Ĺ��S�����������ˇ·�����^��ָ���Ĺ��S��회�����ͬ�Ĺ�˾���a�� һ����ˇ·�����Ա�����oһ�N���ϡ����ׂ��x헶��ǿ��еģ���Ҋ�D���� ������Խoһ�N���τ����ڲ�ͬ�Ĺ�ˇ·���M�еĹ�ˇ·�������磬�����Ͽ���ʹ�ò�ͬ�����a�������a�r���@���Ǻ����õġ� ������Ԟ�һ�N���τ���ͬһ��ˇ·���M�еĹ�ˇ·���������ͨ�^�����ĽMӋ�������R�e������ ������Ԟ鲻ͬ�����τ���һ����ˇ·�����磬���Q��������܇�������T������ͬ���������ԁ��Բ�ͬ�Ĺ��S�� �����һ����������һ����ˇ·���r��ϵ�y���@ʾԓ���������Ѵ��ڵĹ�ˇ·����Ρ� ����Ԅ���һ��������Ĺ�ˇ·�������Ժ��ٷ������ϡ� ��Ҋ: �N��ӆ�ε����Ϻ��΄���� ����Ԟ���N��ӆ�����Ϸ��乤ˇ·�����~����ˇ·������ˣ���鄓���Ĺ�ˇ·�����~����ˇ·��������ݔ���N�ۆΓ��͌����Ŀ��̖���@���������Ӵ_����ˇ·�����ڸ���ӆ�����a�����ϡ� ������ѽ����N�ۆΓ�����oij���ϵ�������Σ�BOM���������ԓ���ϵĹ�ˇ·�����~����ˇ·���е�BOM�������ϽM�������������Ȱ�ԓ�Γ�����oԓ��ˇ· ��ˇ·�����ԽM�ϳ��M��һ���M�������������������Ĺ�ˇ·�� ���������Ƶ����a�^�� ���������a���Ƶ����� �e���f��һ����ˇ·���M�����Á��M�Ͼ��в�ͬ����������ͬ�Ĺ�ˇ·�������磬��������ڇ��������aһ���aƷ������ԽM���@�ɂ���ˇ·����һ���M� ��Ҳ�����ڲ�ͬ�ĽM�Є����@Щ��ˇ·�����M�еĹ�ˇ·�����������MӋ������^�e�� ����S�oһ����ˇ·���r��ϵ�y�b�����ͬһ��ˇ·���M�����й�ˇ·������ˣ����h��ֻ�������Ĺ�ˇ·���M�ϳɽM�� ���ڳɱ������б��^�ض������a����ijɱ���ע�����£� �����ɲ�ͬ��;�Ĺ�ˇ·���r���㑪ԓ��ÿ����;����һ���µĽM�����⣬�㑪ԓ��ÿ���M����ͬ�����a���ʹ����ͬ�ĽMӋ�������@�����˾Ϳ����Ԅ��x�����a����� �ڹ�ˇ·���У���������Ă���λ���ƌ��g�Ƅӣ� ���^ ���^������ˇ·���еĽM�������ϵ����P��������ݔ�����е����P��Ϣ�� ����ԓ��ˇ·�����a������ ����ˇ·���m�õĹ��S ����;(���磬�����a��/�OӋ��) ����Ч���� ���һ�[ ���ָ������ӹ��r�����һ����ˇ·��ͨ����һ���˜����Ҳ������һϵ�е���������Ͳ��е����ͬ����������ڽ�ጏ��s�����a�^�̡� ����һ�[ ����һ�[�ǹ�ˇ·���S�o��������Ļ���ڹ���һ�[��Ļ�ϣ�����Կ����ڹ������������й����@����Ļ�������P���й���Ĺ������ĵ���Ϣ�Լ�ԓ����ĺ��������� ������Ļ������һ�[ �ڼ�����Ļ�ϣ���S�o�������P�����Д������@Щ���������˜�ֵ������Ӌ���������P�Ĕ�����ÿ�����ϽM�������a�YԴ/���ߡ��z����Ժ��|�l�c��һ����Ҫ��Ļ�� ��Ҫ �����ڹ�ˇ·����ijЩ�ֶ�����ͬ��ֵ�����@�N��r�£����@Щ�ֶ��O��Ĭ�Jֵ�������ģ����Ԝp����ݔ�딵���Ŀ�����һ����Ҫ�ǹ�ˇ·�����^�����Ĭ�Jֵ�ļ��ϡ���ϵ �ֶ��x�� ����Ԟ�ÿ���͑��O���ڹ�ˇ·���S�o��Ļ���@ʾ�ı��x���ֶε����ԡ��ڿ��Ɣ����鹤ˇ·���M��ϵ�y���ƕr������Ԟ锵���ֶζ��x�������ԣ� ���ֶ�ݔ��ʂ�� ������ݔ����ֶ� ���ֶα��@ʾ ���ֶα��[�� ���ֶα����� ����Զ��x�@Щ���Ԟ������ֶ�: ���ڱ��^ ����һ�[���ڳ�ʼ��Ļ ���ڼ�����Ļ Ӱ��ֶ�����Ӱ푿����ֶε����ԡ����磬��ˇ·������ǹ�ˇ·����͵�Ӱ��ֶΡ� ����Ԟ鹤ˇ·��ָ��������ľ�̖���ֶ��ќʂ��ݔ�룬�mȻԓ�ֶH���~����ˇ·�����@ʾ�� ����ֶ��x�������O������ه�ڿ͑��ġ�������ڎׂ��͑�����Ҫ��ͬ���O�ã�����횞�ÿ���Ϊ��͑��O���ֶ��x�� �C�� ��ʼ��Ļ�ϵĔ��� ��ˇ·�����^���� ����һ����ˇ·�� ͨ�^���Ƅ�����ˇ·�� �鹤ˇ·������һ���L�ı� ��ˇ·�����
����Ԅ���һ����ˇ·���� �������������ϡ�������ㄓ��һ����ˇ·���r��ݔ�����ϣ���������Ժ�ݔ�����ϡ� ������һ���M�������]��ݔ��M��ϵ�y�Ȳ����ѹ�ˇ·������oһ���M�� �M��̖���� �ڄ�����ˇ·���r��������ڳ�ʼ��Ļ���ⲿ����һ���ַ��͵ĽM�a����ֻ����ʹ����δ������o������ˇ·���M�Ĵa�� �����]��ݔ�빤ˇ·���M�a��ϵ�y�Ȳ�����һ���B�m�ľ�̖�o��ˇ·���M���@����̖���鹤ˇ·�����x���Ȳ���̖������ȡ���� �քe�鹤ˇ·�������չ����~����ˇ·���ͅ����~����ˇ·�����x��̖�������������ϵ�y�����О����е��΄������Ͷ��x��̖������ ���ƹ��� ����ԏ��Ѵ��ڵĹ�ˇ·�����~����ˇ·�������չ���M�ͅ����~����ˇ·����ͨ�^���������µĹ�ˇ·��������ԏ���ͬ���΄������ͻ������κ��΄��������Џ��ƵĔ����� ����Ը��Ļ���뵽�µĹ�ˇ·�����я��ƵĔ����� ������һ����ˇ·�����Ɣ��������չ���ϵ�y���@����ˇ·���Џ����˜������Ȼ���������ԓ��ˇ·�����Ę˜������������չ��ą��գ����Ͳ��ܱ����Ƶ����չ��� ������ڹ�ˇ·���S�o�ij�ʼ��Ļ�S�o���Д����� �����Ϻ��S���H������һ����ˇ·�����~����ˇ·���r���������ݔ�����ϡ�ݔ��������������֮����ԓ��ˇ·���Ĺ��S��������ڄ�����ˇ·���r�]��ݔ���@Щ��������������Ժ��˹�ˇ·���������ϡ� ���N�ۆΓ�:�������ݔ�����ϡ��������N�ۆΓ����Ŀ̖���f����ԓ��ˇ·��������ԓݔ����N�ۆΓ��İ���ӆ�ε����a�С� ���M������Խo�M�ϳɽM�Ĺ�ˇ·�����䔵�ֻ��ַ��a��(��Ҋ�M) ����������ɹ�ˇ·���r�]��ݔ��M�a��ϵ�y���o��ˇ·������һ���ڃȲ���̖�����ȵĽM�a�����㱣��ԓ��ˇ·���r��ϵ�y�ڠ�B���@ʾ�M��̖�����˽M��̖������Դ�ȡ�����ĺ��@ʾ�Ĺ�ˇ·������������Ժ�鹤ˇ·���������ϡ� �����ľ�̖��һ���ַ������͵ĸ���̖�R�e�������nӛ䛡��������nӛ�ָ��ʲô�r��������Ч���Լ��Ѱ����ڸ����еČ���M�ϽM������������̖�����еĸ����M�Кw�n���_����Ч�r�g�� ���P���ľ�̖��������Ϣ����Ҋ���ĺ̈́h��һ����ˇ·���@һ���֡� ���P�I�������P�I�������µĹ�ˇ·�������_ʼ��Ч�����ڡ�������{���Ѵ��ڵĹ�ˇ �P�I���ڵĹ��� ��� ��ô ����һ����ˇ·�� ���P�I���������ݔ����Ч �ø���̖����һ����ˇ·�� ���P�I��������ĸ�����Ч �@ʾ���x��һ����ˇ·�� ϵ�y�x�����P�I������Ч�Ĺ�ˇ·�� �P�I���ڵ�Ĭ�Jֵ�Ǯ�ǰ���ڡ������ָ���˸���̖������̖�е��_ʼ��Ч���ڱ������P�I���ڡ��P�I����ֻ���ڳ�ʼ��Ļ��ݔ�롣 ���������α���������һ�N���ϵĸ��Ġ�B������Է����νo���ո���̖��һ����ġ������ݔ���˰�Σ�ϵ�y�Ϳ��Դ_�������ĸ���̖���_ʼ��Ч���ڡ� ����Ҫ����Ҫ�ǹ���ˇ·���S�oʹ�õ�Ĭ�Jֵ���O�õļ��ϡ����S�o��ˇ·���r������Ҫ�����ڸ�Ҫ�����Ϣ�� ���P��Ҫ��������Ϣ����Ҋ�O��:��Ҫ���ֶ��x��. ���^������Ļ�����m����������ˇ·���Ĕ����� �΄����: ���MӋ��������ˇ·���MӋ�����Á�^��һ���M��Ĺ�ˇ·����(��Ҋ�M) �����S��ݔ�빤ˇ·���m�õĹ��S���@�����S����Ĭ�Jֵ�����Ƶ�������ȥ�����ijЩ����Ҫ����һ�����S���У�����Ը���ԓ�����е�Ĭ�Jֵ�� ��ˇ·���е����й��S��회�����ͬ�Ĺ�˾���a�� �h����־: ���h����־�����O���@����־���ӛ���h���Ĺ�ˇ·���������ݔ������һ���w�n��ˇ·���r�������x��Ҏ�t�Ąh����־���@����ˇ·���Bͬ���еĸ��Ġ�B�����Ĺ�ˇ ����: ����;��ͨ�^��;�a������Դ_���܉�ʹ�ù�ˇ·�����I��(�����a���yԇ�����)�� ��Ӌ���T�M����Ӌ���T�M������Դ_��ؓ؟�S�o��ˇ·���ijɆT�M��Ӌ���T�M�������� ���ㄓ����ˇ·���r��Ӌ���T�M�c���aӋ��һ����������ӛ䛴_�������ǣ������ѽ��S�o�����������n�е����aӋ���������ڞ鹤ˇ·����ϵ�y��������ͬ���Ĵa������һ��Ӌ���T�M�� ����B��ͨ�^��ˇ·���Ġ�B������Կ����T�繤ˇ·���Ƿ������_�����aӆ����ʹ ���������ĵ�Ӌ��:������Ӌ��ӆ�Εr�������ݔ��"�P�I��������(ƿ�i��������)"�� ��CAPPӆ������������@���a�_���Ƿ���Ҫ��ӆ�΄����r����Ӌ��˜�ֵ������������aӆ�κ�Ӌ��ӆ��֮�g�x�������Ժ���ӆ��e����Ӌ��˜�ֵ�� ������ѽ��S�oCAPPӆ���a����߀�����������Ļ�ϾS�oCAPP���aӆ���a�� ����: ����������/����ֹ�������@Щ�ֶΣ�����Դ_����ˇ·���m�õ������� �����^��λ����������ˇ·���й������a������ʹ�õ�Ӌ����λ�������x��һ����λ�������Ա��D�Q�ɴ����a���ϵ�������ӛ���ָ���Ļ���Ӌ����λ�� ��һ����ˇ·���M�е�һ����ˇ·���S�o�ı��^��λ�m�����@���M������������ˇ·�����ڱ����@����ˇ·���M�ȵĵ�һ����ˇ·��֮ǰ���㲻�ܸ��ı��^��λ�� �fϵ�y:
![]() �����΄������͵Ĺ�ˇ·��
�����΄������͵Ĺ�ˇ·��
�S�o��ˇ·��
�C������ˇ·���ľS�o
![]()
![]() ��ˇ·���еĹ��S������
��ˇ·���еĹ��S������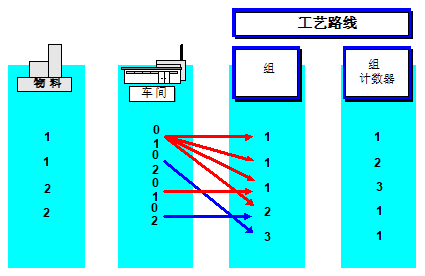
![]()
�N��ӆ�ε����Ϻ��΄����
![]()
����![]() �M
�M![]()
![]() ��ˇ·���еĽY���Ͷ�λ
��ˇ·���еĽY���Ͷ�λ
�Ĺ���һ�[������Դ�ȡ���м�����Ļ����������һ�[�ͱ��^��
����һ�[�г��ڹ�ˇ·���е����Ќ���ͷ��䡣�����ָ���б��ķ�������Č���һ�[����Ҳ���Դ�ȡ����������ˇ·����Ļ��![]() �O��:��Ҫ���ֶ��x��
�O��:��Ҫ���ֶ��x��
�y���ƕr������Ԅ����;S�o��Ҫ��Ȼ�������Կ����ڹ�ˇ·���S�o�и���Ĭ�Jֵ��![]()
![]()
���ɹ�ˇ·��
![]()
![]()
![]()
![]() �C��
�C��![]()
![]() ��ʼ��Ļ�ϵĔ���
��ʼ��Ļ�ϵĔ���
·������ϵ�y����ȡ��ԓ�P�I������Ч�Ĕ����������ʹ�ø���̖������ˇ·�����ڸ���̖ӛ���ָ�����_ʼ��Ч���ڱ��������P�I���ڡ��@���P�I������������_ʼ��Ч���ڡ��±��@ʾ�˄������ܡ����Ĺ��ܺ���������x��֮�g��ϵ��
![]() ��ˇ·�����^����
��ˇ·�����^����![]()
·�������h�����ڈ��Кw�n֮ǰ����������κΕr�g���N�@Щָʾ����
�x�й�ˇ·����һ���˜ʡ�![]()
�ã������Ƿ������ڄ����A�Ρ����չ��Ġ�B
ʹ��Ӌ��ӆ��CAPP�Ę˜�ֵӋ�����Ժ���汾�в���ʹ�á�![]()
�������ʹ��CAPPӋ��˜�ֵ��Ԓ��![]()
��Դ�����`�B �gӭ��������
��һ�����£�����ģ���ИI�lչ�F���c���c
��һ�����£�ʲô�ǹ�ˇ·��